技術ニュース
(2015.09.09) (4)角はなるべくRを持たせて設計する
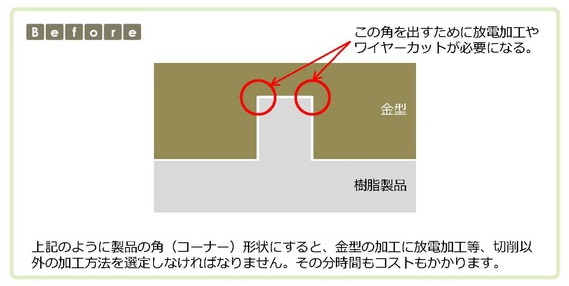
上記のように製品の角(コーナー)形状にすると、金型の加工に放電加工等、切削以外の加工方法を選定しなければなりません。その分時間もコストもかかります。
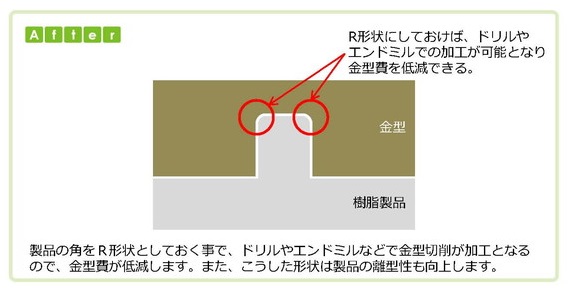
製品の角をR形状としておく事で、ドリルやエンドミルなどで金型切削が加工となるので、金型費が低減します。また、こうした形状は製品の離型性も向上します。
樹脂の射出成形は製品の品質はもちろん、金型の作りやすさも考慮に入れるとコストダウンに繋がります。樹脂製品の角はなるべくRを持たせておけば離型が良くなる上、金型加工にかかる時間・コストを抑制できます。また外観部であれば製品を持った時に持ちやすかったり、あるいは怪我の発生を抑制できるといった利点もあります。